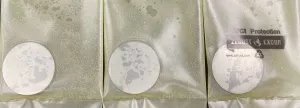
The NACE Standard TM0208 Vapor Inhibition Ability (VIA) test, commonly called the VCI test or VCI jar test, is a valuable tool for evaluating the corrosion protection performance of vapor corrosion inhibitor technology. It allows researchers to quickly compare the vapor phase corrosion protection of different VCI packaging materials and chemistries.
However, while a VCI test provides rapid insight into vapor corrosion inhibition performance, it does not always represent the complete corrosion protection system used in real applications.
For example, the standard VCI test primarily focuses on vapor-phase protection. It does not fully evaluate other factors that influence corrosion protection, such as packaging barrier properties, coatings, or directly applied rust preventatives. In addition, the VCI jar test has limitations when testing products such as sprayable greases, rust-preventative oils, or other applied corrosion inhibitors.
Because of these limitations, corrosion specialists often rely on additional testing methods to understand how corrosion protection systems perform in real environments.
Environmental Chambers Used to Supplement a VCI Test
To supplement the standard VCI test, ZERUST® uses several types of environmental testing chambers to evaluate corrosion protection solutions under controlled conditions. These chambers allow us to simulate harsh environmental factors that parts may experience during storage or transportation.
Our testing laboratory typically uses three main types of chambers:
These environmental chambers enable longer-term studies and more detailed comparisons of corrosion protection systems.
In addition, they allow engineers to test a wide range of metals and protection methods. For example, engineers prepare panels from standard 1010 steel, aluminum alloys, or aerospace-grade metals and expose them to controlled environmental conditions while protecting them with different VCI packaging materials or corrosion inhibitors.
Even more importantly, these chambers allow testing systems that closely resemble real customer conditions. A component may first be exposed to machining fluids used in the customer’s production process. It can then be packaged in different VCI packaging materials before entering the environmental chamber for evaluation.
This type of testing provides a more realistic assessment of corrosion protection than a simple VCI jar test.
Explore ZERUST® Corrosion Testing & Lab Services
Learn how ZERUST® engineers evaluate corrosion protection solutions using advanced environmental chambers and VCI testing methods. Download our laboratory services brochure to see how we help customers validate packaging systems and corrosion prevention strategies.
The Tradeoff: When a VCI Test Requires More Advanced Testing
While environmental chamber testing offers valuable insight, it also requires significantly more time and preparation than a traditional VCI test.
Many tests are run for hundreds of hours inside a chamber. In addition, because these systems often include multiple variables such as metal type, coatings, fluids, and packaging materials, the testing matrix can become complex. As a result, setting up and monitoring these experiments requires careful planning.
Despite the time investment, the results are extremely valuable. Chamber testing allows corrosion engineers to approximate real-world environments in an accelerated and controlled manner. This deeper level of testing also evaluates barrier properties of films and coatings, which are not captured by standard VCI jar testing.
Salt Spritz Testing Beyond a Standard VCI Test
One example of accelerated corrosion testing used alongside a VCI test is the salt spritz test performed in humidity chambers.
During this test, metal panels are sprayed with a methanol solution containing a known concentration of sodium chloride. This introduces a controlled amount of corrosive contamination onto the surface of the panels.
The purpose of the test is to evaluate how effectively a corrosion protection system can neutralize or tolerate chloride contamination.
Compared to many chamber tests, the salt spritz test is relatively fast. Most evaluations take only three to four days from sample preparation to completion. However, this test works best when the corrosion inhibitor has the ability to handle chloride contamination, which is not the case for every corrosion protection chemistry.
Cycling Tests That Complement a VCI Test for Shipping Conditions
For products that are not designed to neutralize salts, corrosion specialists often rely on temperature and humidity cycling tests.
These tests follow conditions similar to the IEC 60068 environmental standard. The chamber cycles between periods of higher humidity with lower temperature and periods of lower humidity with higher temperature.
This cycling pattern is particularly useful for simulating transportation and storage environments. For example, packaged parts may not be exposed to outdoor weather, but they may still experience daily temperature swings during shipping or storage.
When combined with a VCI test and salt spritz testing, these cycling tests help confirm long-term corrosion protection and the ability of packaging systems to handle environmental changes.
Comparative VCI Test Methods for Meaningful Results
In most cases, corrosion testing is performed using comparative methods. This means test panels are evaluated alongside several control materials.
Typical controls include:
Plain polyethylene film
Known high-performing VCI films
Competitive corrosion protection materials
This type of “horse race” testing allows engineers to compare multiple products under identical conditions. As a result, it becomes easier to understand how a specific corrosion protection solution performs relative to other options.
However, it is important to remember that even advanced environmental testing has limitations.
Discover ZERUST® VCI Packaging Solutions
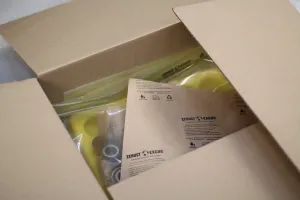
ZERUST® VCI packaging materials are engineered and validated through rigorous corrosion testing, including VCI tests and environmental chamber evaluations. Explore films, bags, papers, and packaging systems designed to protect metal parts during storage and shipment.
Why VCI Test Results Do Not Always Predict Real Performance
One common question customers ask is how laboratory test hours translate into real-world protection time.
In reality, corrosion test chambers create highly controlled conditions. For example, they use deionized water and maintain tightly controlled temperatures and humidity levels. These conditions often represent a worst-case scenario rather than a typical real-world environment.
Similarly, when chloride contamination is introduced during testing, laboratories typically use pure sodium chloride. Real-world contamination is rarely this consistent or concentrated.
Because of these factors, laboratory testing hours cannot be directly converted into real-world corrosion protection timelines.
Instead, the purpose of these tests is to compare corrosion protection systems under repeatable conditions.
Why Environmental Testing Is Important Alongside a VCI Test
Even with its limitations, environmental chamber testing remains an essential part of corrosion protection development.
A standard VCI test provides quick insight into vapor phase corrosion inhibition. However, environmental chamber testing provides a much deeper understanding of how complete protection systems perform.
The data collected from these tests supports product development, quality validation, and technical service work. As a result, corrosion specialists can design packaging systems that perform reliably in real industrial environments.
By combining the speed of a VCI jar test with the depth of environmental chamber testing, ZERUST® engineers can deliver corrosion protection solutions that meet demanding real-world conditions.
Need Help Evaluating Corrosion Protection?
If you are unsure whether a standard VCI test is enough for your application, ZERUST® corrosion specialists can help. Our team can review your packaging process, evaluate your corrosion risks, and recommend the right testing methods and corrosion protection solutions for your parts and environment.
Mitchell Fillbach is a Research Scientist and Process Engineer at ZERUST®, where he brings over a decade of industry experience to advancing corrosion prevention technologies and optimizing manufacturing processes.
In his role, Mitchell works at the intersection of research, engineering, and production to develop and improve ZERUST® solutions that deliver consistent, high-performance corrosion protection. He is actively involved in product development, process optimization, and scale-up initiatives, ensuring that innovative formulations can be efficiently and reliably implemented in real-world manufacturing environments.
Mitchell’s expertise includes corrosion prevention chemistry, process engineering, and production efficiency. He collaborates closely with R&D, technical service, and operations teams to refine formulations, improve product consistency, and enhance manufacturing workflows. His work helps ensure that ZERUST® technologies meet the highest standards of quality, reliability, and performance across a wide range of industrial applications.
He is also an active contributor to industry research through his involvement with AMPP (Association for Materials Protection and Performance, formerly NACE International). Mitchell co-authored technical work on the NACE TM0208-2018 Vapor Inhibition Ability (VIA) test method, including research on specimen preparation and cleaning variables that influence corrosion testing performance. His contributions support the advancement of standardized testing practices and reinforce the scientific foundation behind corrosion prevention technologies.
With experience supporting industries such as manufacturing, metalworking, and heavy equipment, Mitchell contributes to solutions that protect metal assets during production, storage, and shipment. His focus on process improvement enables customers to reduce variability, improve operational efficiency, and achieve more predictable corrosion protection outcomes.
A key aspect of Mitchell’s work is driving continuous improvement through innovation and data-driven decision-making. By optimizing both product performance and production methods, he helps ZERUST® deliver scalable, sustainable corrosion prevention solutions that support long-term customer success.
Through his contributions to the ZERUST® blog, Mitchell shares insights into corrosion science, process optimization, and best practices that help organizations strengthen their corrosion prevention programs and improve overall operational performance.
Improve Performance with Advanced Corrosion Solutions
Explore ZERUST® technologies engineered for reliability, efficiency, and consistent corrosion protection across your operations.
ICT®510-C VCI Film provides cost-effective and versatile protection against rust and corrosion damage for metal assets in shipping and storage. Additionally, it’s available in ferrous, non-ferrous, and multimetal formulations, as well as various-sized rolls, sheets, tubing, and bags.
ICT®510-C VCI Sheeting provides cost-effective and versatile protection against rust and corrosion damage for metal assets in shipping and storage. Additionally, it’s available in ferrous, non-ferrous, and multimetal formulations, as well as various-sized sheeting.
ICT® VCI Poly Bags provide convenient and proven protection against corrosion damage for metals in shipping and storage. In addition, they are available in ferrous, non-ferrous, anti-tarnish, and multimetal protection types and various zipper, flat, and gusseted sizes.
ICT®510-C VCI Tubing provides versatile protection against corrosion, as the tubing offers a tailored packaging solution for parts of various sizes or long metal assets metals in shipping, storage, and work-in-progress.
ICT®420 is an acid-free, pH-neutral, and non-abrasive VCI kraft paper that merges the practicality and cost-efficiency of paper-based packaging with advanced corrosion protection. Consequently, it streamlines the preservation of metals during work-in-progress, shipping, and storage.
ICT®420-35P VCI Poly Kraft Paper is an acid-free, pH-neutral, and non-abrasive kraft paper coated with a one-mil thick ZERUST® ICT® polyethylene layer containing Vapor Corrosion Inhibitors (VCIs). As a result, providing the kraft paper with increased tear and moisture resistance, making it an efficient and cost-effective solution for the corrosion protection of ferrous metals during work-in-progress, shipping, and storage.
ICT®427 is an acid-free, pH-neutral, and non-abrasive premium VCI paper formulated to provide robust corrosion protection for demanding situations—such as high humidity and challenging metal parts during work-in-progress, shipping, and storage.
ICT®430-35SR VCI Scrim Paper is an acid-free, pH-neutral, and non-abrasive VCI kraft paper that’s scrim-reinforced (3/4 mil polyethylene layer and fiberglass scrim). As a result, providing effective corrosion protection with the convenience and affordability of a paper wrapping product with superior strength that avoids ripping and tearing during work-in-progress, shipping, and storage.
ICT®432-35P is an acid-free, pH-neutral, and non-abrasive VCI kraft paper coated with a 3/4 mil plain polyethylene layer. As a result, providing the kraft paper with increased tear and moisture resistance, making it an efficient and cost-effective solution for the corrosion protection of multiple metal types during work-in-progress, shipping, and storage.
ICT®420-170 are acid-free, pH-neutral, and non-abrasive 170# VCI kraft paper sheets cut into 1” x 1” and 2″ x 2″ VCI chips. Additionally, their small, thin shape makes them perfect for protecting critical surfaces within narrow or hard-to-reach areas of parts or equipment or as a supplement to other ZERUST® VCI packaging products for added protection.
ZERUST® VCI Kraft Paper Sheets are available in various product types, including ICT®420, ICT®420-35P, ICT®427, ICT®430-35SR, and ICT®432-35P, ensuring an ideal packaging solution. Whether in storage or transit, ZERUST® VCI Kraft Paper Sheets deliver unparalleled performance.
Vapor Capsules are portable VCI emitter diffusers containing proven ZERUST® Vapor Corrosion Inhibitors (VCI). They protect metals in hard-to-reach areas of control panels, electrical cabinets, or other enclosed spaces from corrosion, even when they are in operation. Additionally, use these VCI emitter diffusers as a supplement to other ZERUST® VCI packaging products for added protection.
ActivDri™ PWA Packets are patent-pending, economical, effective, and easy-to-use dual-action, moisture control Vapor Corrosion Inhibitor (VCI) packets that protect against environmental contaminants and humidity that aggressively corrode metal parts, components, electronics, and electrical components/equipment
ActivDri™ CAP-50A is a dual-action moisture control capsule designed for enclosed industrial and electrical applications. It incorporates ZERUST® Intelligent Counter-Corrosion Technologies (ICT®) that offer slow and fast-releasing Vapor Corrosion Inhibitors (VCI) that settle on exposed metal surfaces to protect them against environmental contaminants and humidity that aggressively corrode metals during operation, shipping, and storage.
ActivPak® is a versatile and powerful fast-acting VCI sachet designed to address flash rust and corrosion concerns in demanding scenarios, including overseas shipping and polluted factory environments.
ActivPak®(LS) Flash Corrosion VCI Emitters offer fast-acting corrosion protection in challenging conditions, such as factories, marine environments, waste treatment facilities, and power plants.
Z-PAK® is an economical, effective, and easy-to-use vapor corrosion inhibitor (VCI) diffuser packet that can be used alone or, more typically, with other ZERUST® packaging products to provide robust temporary corrosion protection for ferrous metals during shipment, storage, or work-in-progress.
 The
The  To supplement the standard VCI test, ZERUST® uses several types of
To supplement the standard VCI test, ZERUST® uses several types of  One example of accelerated corrosion testing used alongside a VCI test is the salt spritz test performed in humidity chambers.
One example of accelerated corrosion testing used alongside a VCI test is the salt spritz test performed in humidity chambers. In most cases, corrosion testing is performed using comparative methods. This means test panels are evaluated alongside several control materials.
In most cases, corrosion testing is performed using comparative methods. This means test panels are evaluated alongside several control materials.