The use of anti-corrosive packaging materials functionalized with volatile corrosion inhibitors (VCI) is critical for protecting processed metal parts. Many corrosion management programs rely on these materials to provide off-contact corrosion protection during storage and shipment. To evaluate the effectiveness of these materials, laboratories commonly perform the VCI Jar Test, formally known as the Vapor-phase Inhibition Ability (VIA) test. This controlled laboratory method measures how well VCI packaging protects steel surfaces from corrosion within a sealed environment.
Currently, four internationally recognized standards describe the VCI Jar Test, including:
MIL-STD 3010 – 4031
NACE TM0208
German TL 8135 – 002
JIS Z 1542 (film specific) standards¹⁻⁴
Although these methods share the same basic concept, they differ in several technical details that can influence results. This article summarizes the similarities and differences between these VCI Jar Test methods and explains their potential advantages and limitations.
Explore ZERUST® VCI Packaging Solutions
Learn how ZERUST® VCI packaging materials are engineered to protect metal parts during storage and shipment. Discover films, papers, bags, and other solutions designed to deliver reliable corrosion protection.
Across the various standards, the VCI Jar Test reactor setup follows a similar design.
Low-carbon cylindrical steel specimens with water break-free surfaces are suspended from the top of enclosed glass containers using rubber stoppers. Samples of VCI film are also suspended inside the containers near the steel specimens, but without direct contact.
During the test, a glycerin and water solution sits at the bottom of the container to generate a 90 percent relative humidity environment. This humid atmosphere accelerates corrosion so researchers can evaluate the protective ability of the VCI material.
One important difference between the German TL method and the others is the absence of a hollow aluminum tube used to deliver cold water to the backside of the steel specimen. In the other methods, this cooling step creates condensation on the metal surface, which increases corrosion stress.
After exposure, technicians compare the corrosion on the steel surface with a control reactor that contains no VCI material. The amount of corrosion determines the performance rating of the VCI packaging.
For a graphical illustration of the VCI Jar Test reactor design, consult the official documentation for each standard.
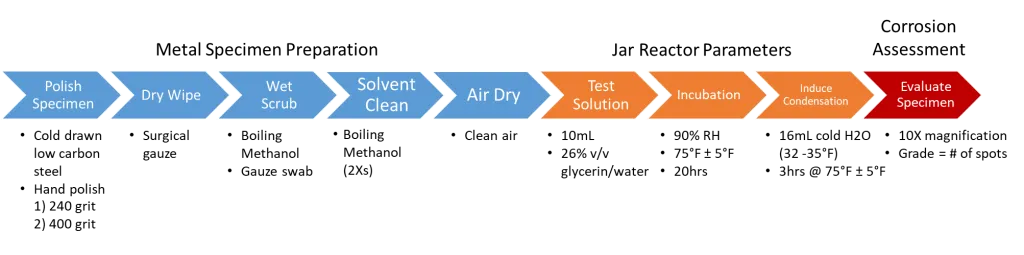
Figure 1. MIL-STD 3010 – 4031 VIA test standard workflow
The MIL-STD 3010 VCI Jar Test Method
The U.S. military standard MIL-STD 3010 – 4031, as shown in figure 1, divides the VCI Jar Test into three primary stages:
Metal specimen preparation
Jar reactor conditioning
Corrosion assessment
Metal Specimen Preparation
Cold-drawn low-carbon steel specimens are first polished with coarse 240-grit sandpaper and then finished with 400-grit sandpaper. After polishing, technicians wipe the specimens with surgical gauze to remove residual grit.
Next, they swab the specimens with boiling methanol and clean them in two additional boiling methanol baths. This process removes any remaining organic contaminants. Finally, the polished specimens dry under clean air and remain in a desiccation chamber until testing.
Jar Reactor Parameters
The specimens are then placed inside Jar reactors containing 10 mL of a glycerin solution prepared at 26 percent by volume. The reactors incubate at 75°F and 90 percent relative humidity for 20 hours.
After this period, technicians fill the hollow aluminum tube attached to the backside of the steel specimen with ice cold water. This step produces condensation on the polished metal surface. The reactor remains in the incubator for an additional three hours.
Corrosion Assessment
Finally, technicians evaluate the polished metal surface under 10× magnification. They assign a grade based on the number of corrosion spots detected.
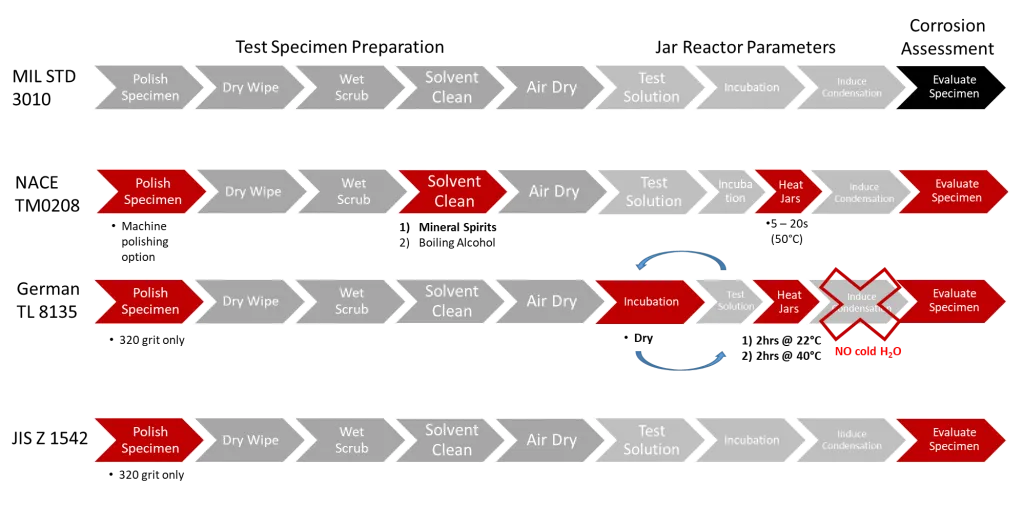
Figure 2. Comparison of established VIA test standard workflows relative to the MIL-STD 3010 – 4031 method. Red indicates where each standard method differs from the MIL-STD 3010 – 4031 standard.
Differences in the NACE TM0208 VCI Jar Test Method
The NACE TM0208 VCI Jar Test differs from the MIL-STD method, as shown in Figure 2, in four important ways:
Surface polishing method
Solvent cleaning procedure
Condensation generation
Corrosion evaluation method
Surface Preparation
The NACE standard allows both hand polishing and machine polishing. Machine polishing using a lathe, drill press, or contra-rotational wheels improves consistency and increases testing throughput. However, it can also produce smoother surfaces that may be less sensitive to corrosion events.
Solvent Cleaning
The NACE method uses a more rigorous cleaning procedure than the MIL-STD standard. After polishing, technicians place the specimens in boiling mineral spirits, followed by consecutive alcohol rinses. This process removes handling contamination and improves repeatability.
Creating a More Aggressive Corrosive Environment
The NACE method also includes an additional heating step after the 20-hour wet conditioning stage. This increases the relative humidity inside the reactor.
When technicians introduce cold water afterward, condensation forms more rapidly and remains on the surface longer. As a result, the NACE method creates a more aggressive corrosion environment than the MIL-STD VCI Jar Test.
Corrosion Evaluation
Because of the harsher environment, the NACE grading system is simpler. Inspectors estimate the protected surface area by eye.
Grades range from 0 to 4, with higher numbers representing better corrosion protection. This grading system differs from the MIL-STD method, in which higher numbers indicate more corrosion spots.
The German TL 8135 VCI Jar Test Method
The German TL 8135 VCI Jar Test standard also differs significantly from the MIL-STD method, as shown in Figure 2.
Surface Preparation
This method specifies polishing the steel specimens with 320-grit sandpaper. The slightly rougher surface increases the potential for corrosion events.
Jar Reactor Conditioning
Instead of conditioning the reactors in a humid environment for 20 hours, the German method begins with a dry conditioning period of the same duration.
Afterward, technicians add the glycerin solution and incubate the reactors at 22°C for 2 hours, then at 40°C for 2 hours. This process generates a humid environment inside the reactor.
Condensation and Corrosion Evaluation
Unlike the MIL-STD method, the German TL 8135 standard does not include a step to force condensation on the steel surface. After incubation, technicians simply air dry the specimens and evaluate corrosion.
Although it uses the same numerical scale as the NACE method, the German TL 8135 VCI Jar Test often produces less corrosive conditions because of the shorter humidity exposure and lack of induced condensation.
The JIS Z 1542 VCI Jar Test Method
The Japanese Industrial Standard JIS Z 1542 VCI Jar Test closely resembles the MIL-STD 3010 method, as shown in Figure 2. However, it differs in two areas:
Surface polishing method
Corrosion grading procedure
Surface Preparation
Like the German method, JIS Z 1542 specifies polishing steel surfaces with 320-grit sandpaper. This produces a slightly rougher surface that increases corrosion sensitivity.
Jar Reactor Conditions
Once placed inside the reactor, the specimens follow the same testing process used in the MIL-STD method. The reactors remain in a 90 percent relative humidity environment for 20 hours and then experience condensation after cold water exposure.
Unlike the NACE method, the JIS standard does not include a heating step before cold water exposure. As a result, condensation may form more slowly and the corrosive environment may be slightly less severe.
Corrosion Grading System
The JIS Z 1542 grading system is more complex and analytical than the other methods.
The evaluation process occurs in three stages:
Inspect the specimen with the naked eye for corrosion spots
Measure the percentage of corroded surface area
Examine the surface under 10× magnification if no visible corrosion appears
Technicians photograph the steel surface, enlarge the image to a 160 mm diameter, and divide it into 10 mm by 10 mm sections. By counting the sections containing corrosion, they calculate the Corrosion Inhibitor Ability Percentage.
Grades are then assigned as follows:
Grade 0: ≤ 50 percent protection
Grade 1: 50 to 90 percent protection
Grade 2: > 90 percent protection
If no corrosion appears to the naked eye, technicians examine the surface under magnification:
Grade 3: four or more corrosion spots
Grade 4: one to three corrosion spots
Grade 5: no corrosion spots
Although this system reduces subjectivity, it requires significantly more time and labor.
Learn How ZERUST® Tests Corrosion Protection
ZERUST® corrosion specialists perform advanced laboratory testing to evaluate VCI performance and help customers select the most effective corrosion protection solutions.
Each VCI Jar Test method creates a different corrosion environment. These differences influence how VCI chemistries perform during testing.
For example:
The NACE TM0208 method produces a highly aggressive environment that favors VCI chemistries delivered through water vapor.
The MIL-STD 3010 and JIS Z 1542 methods generate slightly less severe environments but evaluate similar vapor-phase mechanisms.
The German TL 8135 method typically produces the least aggressive conditions and may favor VCI chemistries that operate independently of moisture.
Although these variations make it difficult to compare results directly between standards, they also provide broader coverage of different corrosion protection mechanisms.
Practical Considerations When Performing a VCI Jar Test
In real laboratory conditions, technicians sometimes modify these standards to account for seasonal changes and environmental variables.
For example:
During dry winter months, laboratories may extend the heating period in the NACE method to maintain consistent corrosion levels.
Some labs modify the German TL 8135 method by introducing a condensation step similar to the MIL-STD procedure.
In this modification, technicians deliver cold water to the backside of the steel specimen through pipettes inserted into the rubber stopper. They replace the water every 15 minutes during the final heating stage at 40°C⁵.
Regardless of the specific standard used, the VCI Jar Test remains one of the most effective laboratory tools for evaluating the vapor phase corrosion protection of VCI packaging materials.
Need Help Selecting the Right Corrosion Protection?
Work with ZERUST® corrosion experts to evaluate your application and identify the most effective corrosion protection strategy for storage, shipping, or long-term preservation.
MIL-STD-3010C (2013), “Test Procedures for Packaging Materials and Containers,” Test Method 4031, “Vapor Inhibiting Ability (VIA) of Volatile Corrosion Inhibitor (VCI) Materials” (Philadelphia, PA: Department of Defense Single Stock Point).
NACE TM0208 (2018), “Laboratory Test to Evaluate the Vapor-Inhibiting Ability of Volatile Corrosion Inhibitor Materials for Temporary Protection of Ferrous Metal Surfaces” (Houston, TX: National Association of Corrosion Engineers).
TL 8135-0002 (latest edition) “Technical Specification for Packaging Material, Corrosion Inhibiting Paper, VCI Paper” (Federal Republic of Germany: Federal Office for Military Technology and Procurement).
JIS Z 1542(2015), “Corrosion Inhibitor Treated Film for Iron and Steel” (Tokyo, Japan: Japanese Standards Association)
L-M Rymer et al 2019 IOP Conf. Ser.: Mater. Sci. Eng. 480 012028
Mikel Roe
Mikel Roe, PhD, served as Manager of Advanced Analytical Studies at ZERUST®, where he spent more than five years leading research, testing, and data-driven analysis to support corrosion prevention product development and innovation.
During his time at ZERUST®, Mikel played a key role in advancing the scientific understanding of corrosion mechanisms and material performance. His work focused on developing and validating testing methods, analyzing corrosion behavior under various environmental conditions, and generating insights that informed the design and improvement of ZERUST® technologies.
Mikel’s expertise in analytical research and experimental design contributed to the development of more effective corrosion prevention solutions across a range of industrial applications. He worked closely with R&D, engineering, and technical service teams to translate laboratory findings into practical, real-world solutions that improved product performance and customer outcomes.
He also contributed to industry research through his involvement with AMPP (Association for Materials Protection and Performance, formerly NACE International). Mikel played a role in drafting technical work related to the NACE TM0208-2018 Vapor Inhibition Ability (VIA) test method, including the study “Investigating Specimen Preparation and Cleaning Variables Influencing the NACE TM0208-2018 Jar Test Performance.” His contributions supported the advancement of standardized corrosion testing practices and strengthened the scientific foundation behind VCI technology.
Although Mikel has since moved on from ZERUST®, his contributions left a lasting impact on the company’s research and development efforts. His work continues to influence the evolution of ZERUST® corrosion prevention technologies and supports the delivery of reliable, high-performance solutions for protecting valuable metal assets.
Backed by Science. Proven in the Field.
Explore ZERUST® corrosion prevention technologies developed through rigorous testing and real-world application.
ICT®510-C VCI Film provides cost-effective and versatile protection against rust and corrosion damage for metal assets in shipping and storage. Additionally, it’s available in ferrous, non-ferrous, and multimetal formulations, as well as various-sized rolls, sheets, tubing, and bags.
ICT®510-C VCI Sheeting provides cost-effective and versatile protection against rust and corrosion damage for metal assets in shipping and storage. Additionally, it’s available in ferrous, non-ferrous, and multimetal formulations, as well as various-sized sheeting.
ICT® VCI Poly Bags provide convenient and proven protection against corrosion damage for metals in shipping and storage. In addition, they are available in ferrous, non-ferrous, anti-tarnish, and multimetal protection types and various zipper, flat, and gusseted sizes.
ICT®510-C VCI Tubing provides versatile protection against corrosion, as the tubing offers a tailored packaging solution for parts of various sizes or long metal assets metals in shipping, storage, and work-in-progress.
ICT®420 is an acid-free, pH-neutral, and non-abrasive VCI kraft paper that merges the practicality and cost-efficiency of paper-based packaging with advanced corrosion protection. Consequently, it streamlines the preservation of metals during work-in-progress, shipping, and storage.
ICT®420-35P VCI Poly Kraft Paper is an acid-free, pH-neutral, and non-abrasive kraft paper coated with a one-mil thick ZERUST® ICT® polyethylene layer containing Vapor Corrosion Inhibitors (VCIs). As a result, providing the kraft paper with increased tear and moisture resistance, making it an efficient and cost-effective solution for the corrosion protection of ferrous metals during work-in-progress, shipping, and storage.
ICT®427 is an acid-free, pH-neutral, and non-abrasive premium VCI paper formulated to provide robust corrosion protection for demanding situations—such as high humidity and challenging metal parts during work-in-progress, shipping, and storage.
ICT®430-35SR VCI Scrim Paper is an acid-free, pH-neutral, and non-abrasive VCI kraft paper that’s scrim-reinforced (3/4 mil polyethylene layer and fiberglass scrim). As a result, providing effective corrosion protection with the convenience and affordability of a paper wrapping product with superior strength that avoids ripping and tearing during work-in-progress, shipping, and storage.
ICT®432-35P is an acid-free, pH-neutral, and non-abrasive VCI kraft paper coated with a 3/4 mil plain polyethylene layer. As a result, providing the kraft paper with increased tear and moisture resistance, making it an efficient and cost-effective solution for the corrosion protection of multiple metal types during work-in-progress, shipping, and storage.
ICT®420-170 are acid-free, pH-neutral, and non-abrasive 170# VCI kraft paper sheets cut into 1” x 1” and 2″ x 2″ VCI chips. Additionally, their small, thin shape makes them perfect for protecting critical surfaces within narrow or hard-to-reach areas of parts or equipment or as a supplement to other ZERUST® VCI packaging products for added protection.
ZERUST® VCI Kraft Paper Sheets are available in various product types, including ICT®420, ICT®420-35P, ICT®427, ICT®430-35SR, and ICT®432-35P, ensuring an ideal packaging solution. Whether in storage or transit, ZERUST® VCI Kraft Paper Sheets deliver unparalleled performance.
Vapor Capsules are portable VCI emitter diffusers containing proven ZERUST® Vapor Corrosion Inhibitors (VCI). They protect metals in hard-to-reach areas of control panels, electrical cabinets, or other enclosed spaces from corrosion, even when they are in operation. Additionally, use these VCI emitter diffusers as a supplement to other ZERUST® VCI packaging products for added protection.
ActivDri™ PWA Packets are patent-pending, economical, effective, and easy-to-use dual-action, moisture control Vapor Corrosion Inhibitor (VCI) packets that protect against environmental contaminants and humidity that aggressively corrode metal parts, components, electronics, and electrical components/equipment
ActivDri™ CAP-50A is a dual-action moisture control capsule designed for enclosed industrial and electrical applications. It incorporates ZERUST® Intelligent Counter-Corrosion Technologies (ICT®) that offer slow and fast-releasing Vapor Corrosion Inhibitors (VCI) that settle on exposed metal surfaces to protect them against environmental contaminants and humidity that aggressively corrode metals during operation, shipping, and storage.
ActivPak® is a versatile and powerful fast-acting VCI sachet designed to address flash rust and corrosion concerns in demanding scenarios, including overseas shipping and polluted factory environments.
ActivPak®(LS) Flash Corrosion VCI Emitters offer fast-acting corrosion protection in challenging conditions, such as factories, marine environments, waste treatment facilities, and power plants.
Z-PAK® is an economical, effective, and easy-to-use vapor corrosion inhibitor (VCI) diffuser packet that can be used alone or, more typically, with other ZERUST® packaging products to provide robust temporary corrosion protection for ferrous metals during shipment, storage, or work-in-progress.